توقف خط تولید یکی از واضحترین نشانههای بروز مشکل در فرآیندهای تولید است. هر لحظهای که خط تولید متوقف باشد، بهرهوری کاهش یافته و هزینهها بهطور مستقیم افزایش مییابد.
پیامدهای مالی توقف تولید میتواند بسیار سنگین باشد. تحقیقات زیمنس نشان میدهد که یک کارخانه بهطور متوسط ماهانه ۲۵ ساعت بهدلیل توقفهای غیرمنتظره از دست میدهد. برای تولیدکنندگان، هزینه هر ساعت توقف تولید میتواند بین ۳۹ هزار دلار (برای صنایع کالاهای مصرفی) و ۲ میلیون دلار (برای صنعت خودرو) متغیر باشد.
این ارقام حقیقتی اساسی را تأکید میکند: کاهش توقف تولید نه تنها یک وظیفه نگهداری، بلکه یک استراتژی کلیدی برای موفقیت کسبوکار است.
برای مقابله مؤثر با توقف تولید در تأسیسات خود، ضروری است که ابتدا مکانهای پنهان مشکلات را شناسایی کنید. این راهنما شما را در شناسایی و برطرف کردن علل رایج توقف تولید در صنعت هدایت میکند.
شناسایی رایجترین علل توقف تولید در صنعت
برای کاهش توقف تولید، ابتدا باید عوامل ایجادکننده آن را شناسایی کرد.
با این حال، بسیاری از کارخانهها با چالشهایی در دستیابی به دادههای دقیق مواجه هستند. در ایدهآلترین حالت، دسترسی به نرمافزارهایی مانند CMMS، MES یا نرمافزار پیگیری OEE میتواند بهطور منظم شاخصهای تولید و توقف را تحلیل کند. این ابزارها سادهترین و مؤثرترین راه برای شناسایی الگوهایی هستند که نشاندهنده مشکلات تکراری در فرآیند تولید میباشند.
در بخشهای بعدی، به بررسی هشت علت رایج توقف تولید در صنعت خواهیم پرداخت و نکات عملی برای برطرف کردن آنها ارائه خواهیم کرد. این تحلیل شامل هم رویدادهای برنامهریزیشده و هم غیرمنتظره خواهد بود، با تمرکز بیشتر بر رویدادهای غیرمنتظره. چرا که در نهایت، این نوع توقفها هستند که بیشترین خسارات را به دنبال دارند.
۱. خرابی تجهیزات
زمانی که ماشینآلات متوقف میشوند، تولید نیز متوقف میشود. خرابی تجهیزات یکی از عوامل مزاحم و پرهزینه در توقفهای غیرمنتظره است. این خرابیها میتوانند به شکل مشکلات مکانیکی، مسائل الکتریکی، مشکلات هیدرولیکی و موارد مشابه خود را نشان دهند.
یک نکته اساسی که باید به آن توجه داشت این است که خرابیهای مکرر داراییها تقریباً همیشه نشانهای از مشکلات عمیقتر و زیرساختی هستند.
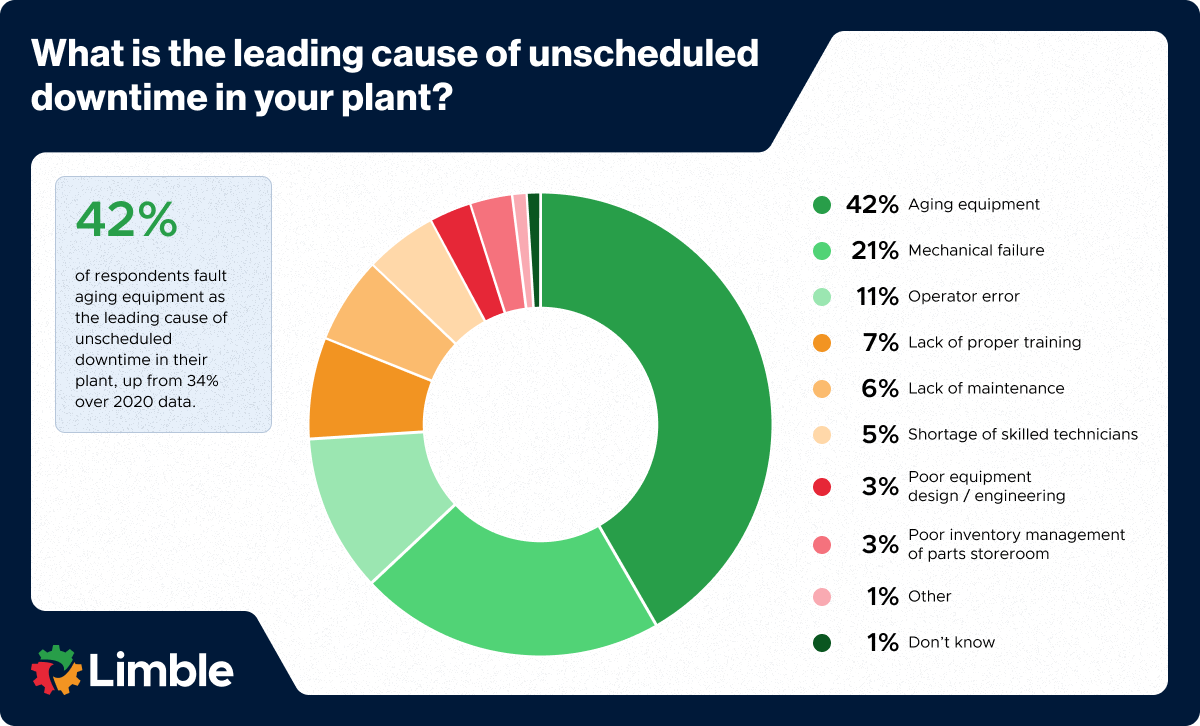
برای شناسایی و رفع مشکلات اصلی، تیمهای قابلیت اطمینان میتوانند وارد عمل شوند و تحلیل علل ریشهای (RCA) انجام دهند. البته در برخی موارد این کار ضروری نیست، چرا که برخی دلایل خرابی بهوضوح قابل شناسایی هستند. بهطور خاص، طبق مطالعهای در Plant Engineering، تجهیزات قدیمی، خرابیهای مکانیکی و خطاهای اپراتوری تقریباً سهچهارم از تمام توقفهای غیرمنتظره را ایجاد میکنند.
یک سیستم مدیریت نگهداری کامپیوتری مدرن (CMMS) مانند Limble میتواند بهطور چشمگیری خرابیهای ماشینآلات در تأسیسات شما را کاهش دهد. در اینجا نحوه عملکرد آن آورده شده است:
-
تاریخچه خرابی هر دارایی را پیگیری کنید تا الگوهای خرابی شناسایی شوند و اقدامات پیشگیرانه بهموقع انجام شوند.
-
پس از هر خرابی عمده، تحلیل علل ریشهای را ثبت کنید تا مشکلات بنیادی شناسایی شده و از بروز خرابیهای مشابه جلوگیری شود.
-
نگهداری پیشگیرانه را بر اساس وضعیت و دادههای عملکرد واقعی تجهیزات برنامهریزی کنید تا از بروز خرابیها جلوگیری کرده و عمر تجهیزات افزایش یابد.
-
از تجزیه و تحلیل پیشبینی استفاده کنید تا خرابیها را پیشبینی کرده و نگهداری بهموقع انجام دهید، از این طریق میتوان از توقفهای غیرمنتظره جلوگیری کرد.
-
گزارشهای خودکار ایجاد کنید که نشان دهند کدام ماشینها بیشترین زمان توقف را تجربه کردهاند، تا بتوان بر اساس آن برنامههای بهبود را تدوین کرد.
زمانی که ثبت و تحلیل مداوم این دادهها را آغاز کنید، دیگر واکنشی به خرابیها نخواهید داشت و در عوض، قادر خواهید بود آنها را پیشگیری کنید.
۲. خطاهای انسانی
تمامی خرابیها مکانیکی نیستند. گاهی اوقات، اشتباهی که توسط یک فرد انجام میشود باعث توقف کامل تولید میشود.
در حالی که مقصر دانستن فرد آسان است، اما خطای انسانی اغلب نشانهای از یک سیستم معیوب است — عمدتاً به دلیل عدم استانداردسازی و آموزش ناکافی.
یک نصب نادرست، فراموش کردن یک مرحله در تعمیرات پیچیده یا تشخیص اشتباه یک مشکل میتواند منجر به خرابیهای مکرر، آسیب به تجهیزات و افزایش زمان توقف دستگاهها شود.
راههای متعددی برای جلوگیری از خطای انسانی وجود دارد:
-
استانداردسازی رویهها: ایجاد دستورالعملهای عملیاتی استاندارد (SOP)، چکلیستها و دستورالعملهای ایمنی روشن برای وظایف نگهداری روتین یا پیچیده، تعمیرات و تعویضها. این رویهها باید به دستورات کاری مربوطه متصل شوند.
-
دسترسی فوری به اطلاعات: فراهم آوردن دسترسی موبایلی برای تکنسینها به تاریخچه داراییها، راهنماهای فنی، نقشهها و تصاویر در محل کار، به آنها این امکان را میدهد که بهسرعت اطلاعات مورد نیاز را پیدا کنند.
-
ذخیره و اشتراکگذاری دانش تیمی: زمانی که یک مشکل جدید حل میشود، از CMMS برای مستندسازی راهحلها با یادداشتها و تصاویر در تاریخچه دارایی استفاده کنید. این کار تجربیات ارزشمند فردی را به منبع دائمی و قابل جستجویی برای کل تیم تبدیل میکند.
-
تشویق به ارتباط: فراهم آوردن شرایطی برای تکنسینها و اپراتورها که بهراحتی مراحل مبهم را شناسایی کرده و درخواست کمک کنند.
۳. شیوههای نگهداری ضعیف
یکی از بزرگترین اشتباهات در نگهداری که تولیدکنندگان انجام میدهند، وابستگی بیش از حد به نگهداری واکنشی است. این رویکرد هرج و مرج را در خط تولید ایجاد میکند و منجر به افزایش زمان توقف، هزینههای بالاتر تعمیرات و کاهش عمر تجهیزات میشود.
اما واکنشی بودن تنها مشکل نیست. بسیاری از کارخانهها با شیوههای نگهداری ضعیف دست و پنجه نرم میکنند که باعث میشود مشکلات کوچک به اختلالات بزرگ تبدیل شوند:
-
برنامهریزی و زمانبندی مبهم: بدون یک سیستم ساختاریافته، دستورات کاری به تأخیر میافتند، نگهداری پیشگیرانه ضروری فراموش میشود و برنامههای شغلی غیرواقعی منجر به تغییرات گسترده میشود.
-
زمان پاسخدهی اضطراری کند: وقتی تکنسینها به تاریخچه داراییها یا دستورالعملهای تعمیر دسترسی ندارند، عیبیابی بهطور قابلتوجهی طولانیتر از حد معمول میشود.
-
عدم مستندسازی: اگر گزارشهای نگهداری ناقص (یا اصلاً وجود نداشته باشد)، تیمها مجبور میشوند کارها را تکرار کنند، خرابیها را به اشتباه تشخیص دهند یا الگوهایی که میتوانند از بروز توقفهای آینده جلوگیری کنند، نادیده بگیرند.
-
ارتباط ضعیف بین تیمها: زمانی که تیمهای نگهداری، تولید و خرید بهطور مؤثر و واضح ارتباط برقرار نمیکنند، کارها تکرار، فراموش یا به تأخیر میافتند. این تأخیرها میتوانند با هشدار سریع یا استفاده از تقویم مشترک بهراحتی پیشگیری شوند.
این مشکلات با کمبود نیروی کار در حال حاضر تشدید شده است. با کاهش تعداد تکنسینهای باتجربه، زمان کمتری برای برنامهریزی، مستندسازی یا نگاه کردن به چشمانداز کلی وجود دارد.
برای رفع سریع تمامی این مشکلات، پیادهسازی یک سیستم مدیریت نگهداری کامپیوتری مدرن (CMMS) پیشنهاد میشود. این سیستم به شما کمک میکند تا رویههای نگهداری را استانداردسازی کنید، تمام اطلاعات را مستند کنید و به برنامه نگهداری پیشگیرانه خود پایبند باشید.
۴. گلوگاههای فرآیندی
آیا تاکنون متوجه شدهاید که مواد قبل از ماشینآلات کند انباشته میشوند یا اپراتورها زمانی که منتظر ایستگاههای بعدی هستند، بیکار میمانند؟ گلوگاهها باعث ایجاد محدودیت در توان تولید میشوند.
اگر این مشکل بهطور مکرر در خط تولید شما رخ میدهد، اقدامات زیر میتواند کمککننده باشد:
-
مطالعه تعادل خط تولید را اجرا کنید: زمان چرخهها را در هر ایستگاه اندازهگیری کنید تا محل دقیق تأخیرها را شناسایی نمایید.
-
ظرفیت را در محل مورد نیاز اضافه کنید: این ممکن است به معنای افزودن اپراتور، ماشینآلات یا شیفت اضافی در مرحلهای باشد که گلوگاه ایجاد شده است.
-
فرآیند گلوگاه را بهینهسازی کنید: به دنبال راههایی برای سادهسازی کار، بهبود ابزارآلات یا کاهش ضایعات باشید.
-
وظایف تکراری را اتوماسیون کنید: اگر ایستگاه کند شامل کارهای دستی تکراری است، اتوماسیون میتواند بهعنوان راهحل مناسب عمل کند.
۵. تعویضها و زمان راهاندازی
هر بار که تیم شما خط تولید را تغییر میدهد، قالبها را تعویض میکند یا ماشینآلات را برای تولید محصول جدید تنظیم میکند، تولید متوقف میشود. این توقف — چه به مدت ۱۵ دقیقه باشد یا ۲ ساعت — میتواند منبع عمدهای از توقفهای برنامهریزیشده باشد.
در بسیاری از کارخانهها، این انتقالات یا بیش از حد طول میکشند یا عجلهای انجام میشوند که باعث کار مجدد و تنظیمات آزمایشی میشود.
برای کشف ناکارآمدیها در فرآیند تعویض، اجرای یک مطالعه زمان ساده بسیار مفید است. در حالی که هر مرحله را پیگیری و تحلیل میکنید، به موارد زیر توجه نمایید:
-
توقفات طولانی بین تولیدات در حالی که منتظر دستورالعملها یا تأییدها هستند.
-
هدر رفتن وقت تکنسینها در جستجوی ابزارها، قطعات یا تجهیزات مورد نیاز برای راهاندازی.
-
نتایج ناسازگار — یک شیفت تعویضها را بهدرستی انجام میدهد، در حالی که شیفت بعدی با مشکلاتی مواجه میشود.
-
زمان راهاندازی طولانی بهدلیل کالیبراسیون ضعیف یا فراموش شدن مراحل.
برای رفع این مشکلات، اقدامات زیر را میتوان انجام داد:
-
فرآیند را استاندارد کنید: برای هر نوع تعویض، یک چکلیست مرحله به مرحله ایجاد کنید تا همه مراحل بهصورت منظم و سریع انجام شود.
-
ابزارها و مواد را سازماندهی کنید: از تختههای سایهای، کیتها یا چرخهای برچسبگذاری شده برای دسترسی آسان به ابزارهای مورد نیاز استفاده کنید.
تسریع فرآیند تعویضها بدون فدای کیفیت میتواند به شما کمک کند تا زمان تولید ارزشمندی را بازیابی کرده و بهرهوری کلی را افزایش دهید.
۶. مشکلات مدیریت زنجیره تأمین و نگهداری و تعمیرات (MRO)
مشکلات زنجیره تأمین و موجودی معمولاً بهصورت توقفهای غیرمنتظره در تولید بروز میکنند — برای مثال، یک ماشین بهدلیل عدم رسیدن مواد اولیه حیاتی متوقف میشود یا تکنسین نمیتواند تعمیرات را بهخاطر نداشتن قطعه یدکی صحیح تکمیل کند.
این تأخیرها معمولاً نتیجه دو عامل اصلی هستند: مدیریت ضعیف موجودی MRO و تأمینکنندگان غیرقابلاعتماد.
در برخی موارد، تیمها قادر به پیگیری دقیق مصرف قطعات نبوده و بهموقع سفارش نمیدهند. در موارد دیگر، هیچگونه دیدگاهی شفاف نسبت به موجودی قطعات وجود ندارد، بهطوری که افراد فرض میکنند قطعهای در دسترس است، در حالی که در واقع اینطور نیست.
با ترکیب این مشکلات با تأمینکنندهای که بهطور مکرر از تحویل در زمان مقرر بازمیماند، هیچگونه برنامهریزیای نمیتواند مؤثر واقع شود.
برای جلوگیری از این مشکلات، اقدامات زیر پیشنهاد میشود:
-
استفاده از پیگیری موجودی بهصورت لحظهای: بهعنوان مثال، سیستم CMMS مانند Limble میتواند بهطور خودکار سطح موجودی را هنگام استفاده از قطعات بهروزرسانی کند.
-
تنظیم نقاط سفارش مجدد و هشدارها: سیستم مدیریت موجودی باید زمانی که سطح موجودی از حد مشخصی پایین میآید، هشدار دهد.
-
بازبینی منظم موجودی: به موجودی روی قفسهها اعتماد نکنید مگر آنکه آن را تأیید کرده باشید. بهعنوان مثال، میتوانید از ویژگی شمارش دورهای Limble برای بررسی موجودی قطعات استفاده کنید.
-
استانداردسازی کاتالوگ قطعات: نامگذاری و شمارهگذاری قطعات بهطور واضح از بروز سردرگمی و سفارشدهی دوگانه جلوگیری میکند.
-
بررسی و متنوعسازی تأمینکنندگان: روابط خود را با تأمینکنندگان قابلاعتماد تقویت کرده و برای شرایط اضطراری، تأمینکنندگان پشتیبان در نظر بگیرید.
۷. خرابیهای نرمافزار و سیستمها
چه CMMS، MES، ERP، SCADA یا یک راهحل تخصصی تولید، تولید مدرن بر روی نرمافزارها پایهگذاری شده است. زمانی که این سیستمها دچار مشکل میشوند، تولید بهندرت بدون تأثیر باقی میماند.
برای مثال، اگر سیستم CMMS شما با سیستم موجودی همگامسازی نشود، تکنسین ممکن است برای انجام تعمیرات به محل ارسال شود و تنها متوجه شود که قطعه مورد نظر در دسترس نیست. همچنین، اگر سیستم MES یا SCADA شما در زمان واقعی بهروز نشود، اپراتورها ممکن است مجبور شوند تجهیزات را بهعنوان یک اقدام احتیاطی خاموش کنند.
برای جلوگیری از توقفهای ناشی از مشکلات نرمافزاری، اقدامات زیر توصیه میشود:
-
با IT همکاری کنید تا یک برنامه نگهداری نرمافزاری ایجاد کنید: بهروزرسانیهای منظم، نسخهبرداری و بررسیهای سلامت سیستمها کمک میکند تا از بروز خرابیها جلوگیری شود، بهویژه اگر راهحلها روی سرورهای محلی اجرا شوند.
-
آموزش کارکنان در استفاده صحیح از سیستمها: وارد کردن دادهها و خطاهای مشابه میتواند منجر به خرابی دادهها یا سوءتفاهمها شود.
-
استفاده از سیستمهایی با قابلیت آفلاین: به این ترتیب، در هنگام قطع موقت شبکه، کار میتواند ادامه یابد.
-
محدود کردن تعداد سیستمهایی که استفاده میکنید: کاهش تعداد ابزارهای غیرمتصل به هم، باعث کاهش مشکلات یکپارچگی میشود.
-
انتخاب تأمینکنندگان با پشتیبانی قوی و تضمینهای زمانکاری: دریافت کمک سریع در مواقع بحرانی میتواند از هدر رفتن ساعتها زمان توقف جلوگیری کند. بهعنوان مرجع، Limble دارای رکورد زمانکاری ۹۹.۹۹٪ است که میتوانید آن را بهطور زنده پیگیری کنید.
۸. عوامل محیطی یا عمومی
برخی از علل توقف تولید خارج از کنترل شما هستند، اما این به معنای عدم آمادگی برای آنها نیست.
این رویدادها ممکن است نادر باشند، اما وقتی اتفاق میافتند، تأثیر آنها میتواند بسیار بزرگ باشد. برای مثال، یک افزایش ولتاژ میتواند تجهیزات حساس را از کار بیندازد. سیلاب میتواند عملیات را برای چند روز متوقف کند و یک سیستم خنککننده خراب میتواند منجر به گرمای بیش از حد و خاموشیهای غیرمنتظره در سراسر کارخانه شود.
برای کاهش تأثیر این موارد، اقدامات زیر قابل انجام است:
-
برنامههای اضطراری داشته باشید: سیستمهای آسیبپذیر خود را شناسایی کرده و رویههای پاسخگویی واضحی برای مواقع اضطراری ایجاد کنید. بهعنوان مثال، از CMMS خود برای ساخت چکلیستهای دیجیتال استاندارد شده برای انواع سناریوهای اضطراری استفاده کنید.
-
در حفاظت از قدرت و افزایش ولتاژ سرمایهگذاری کنید: استفاده از یک ژنراتور پشتیبان میتواند امکان خاموشیهای ایمن یا عملیات جزئی را فراهم کند.
-
شرایط محیطی را نظارت کنید: از حسگرها برای پیگیری دما، رطوبت یا وجود آب در مناطق حساس استفاده کنید تا از بروز مشکلات پیشگیری شود.
-
پیشبینی منابع برای بازیابی را بهبود دهید: از دادههای نگهداری برای پیشبینی قطعات یدکی بحرانی، مواد اولیه و نیروی کار مورد نیاز برای تلاشهای بازیابی استفاده کنید.
-
اطلاعات تماس اضطراری و برنامههای تشدید را مستندسازی کنید: در مواقع بحرانی، جستجوی شماره تلفن تأمینکننده یا دستورالعملهای راهاندازی ماشین میتواند وقتگیر باشد. بنابراین، تمام افراد باید بدانند که با چه کسی تماس بگیرند، چه مراحلی را انجام دهند و کجا میتوانند اطلاعات حیاتی را پیدا کنند.
با وجود اینکه طوفان یا خرابی شبکه را نمیتوان متوقف کرد، با برنامهریزی مناسب میتوان توقف تولید را به حداقل رسانده و زمان بازیابی را تسریع بخشید.
سؤالات متداول درباره علل توقف تولید در صنعت
تفاوت بین توقف برنامهریزیشده و توقف غیرمنتظره چیست؟
توقف برنامهریزیشده زمانبندی و کنترلشده است — مانند نگهداری روتین، ارتقاء تجهیزات یا تعویض قالبها. این نوع توقف پیشبینیشده است و معمولاً در برنامه تولید گنجانده میشود.
توقف غیرمنتظره بهطور ناگهانی به دلیل خرابی تجهیزات، خطاها یا اختلالات زنجیره تأمین رخ میدهد. این نوع توقف هزینهبرتر است زیرا باعث قطعووصلی ناگهانی میشود و مدیریت آن دشوارتر است.
رایجترین علت توقف غیرمنتظره چیست؟
خرابی تجهیزات یکی از رایجترین و پرهزینهترین علل توقف غیرمنتظره است. این خرابیها معمولاً ناشی از نگهداری پیشگیرانه ضعیف، ماشینآلات فرسوده یا خطاهای اپراتوری هستند.
چگونه هزینه توقف تولید در تأسیسات خود را محاسبه کنم؟
محاسبه دقیق هزینه توقف امکانپذیر نیست، اما میتوان یک تخمین خوب بهدست آورد. فرمول زیر میتواند کمککننده باشد:
هزینه توقف = درآمد از دست رفته + بهرهوری از دست رفته + هزینههای بازیابی
-
درآمد از دست رفته: سود حاصل از محصولاتی که در طول توقف تولید نتواستهاید بسازید.
-
بهرهوری از دست رفته: دستمزدهایی که به کارکنان بیکار در طول توقف پرداخت شده است.
-
هزینههای بازیابی: هزینههای مربوط به نیروی کار اضافه، حملونقل قطعات اضطراری و سایر اقدامات اضطراری.
اولین گام برای کاهش توقف غیرمنتظره چیست؟
شروع به پیگیری و دستهبندی هر رویداد توقف کنید. از CMMS یا یک دفترچه دیجیتال برای ثبت موارد "چی"، "کی" و "چرا" هر حادثه استفاده کنید. هنگامی که دادههای قابلاعتمادی دارید، میتوانید روندها را شناسایی کرده و علل ریشهای را پیدا کنید و مهمترین مشکلات را اولویتبندی نمایید.
بهترین روش برای شروع پیگیری توقف تولید و OEE چیست؟
با گامهای کوچک شروع کنید:
-
دستهبندیهای توقف را تعریف کنید (برنامهریزیشده، غیرمنتظره، راهاندازی و غیره).
-
از CMMS یا یک صفحهگسترده برای ثبت هر رویداد توقف استفاده کنید.
-
سه مؤلفه اصلی OEE — در دسترس بودن، عملکرد و کیفیت — را پیگیری کنید.
همانطور که عادت به پیگیری و ثبت دادهها شکل میگیرد، قادر خواهید بود روندهای توقف را شناسایی کرده و اقداماتی برای بهبود آنها انجام دهید.
https://limble.com/learn/preventive-maintenance/causes-of-downtime-manufacturing/
Powered by Froala Editor